询:187-337-89344,韩经理。
河北省泊头市开发区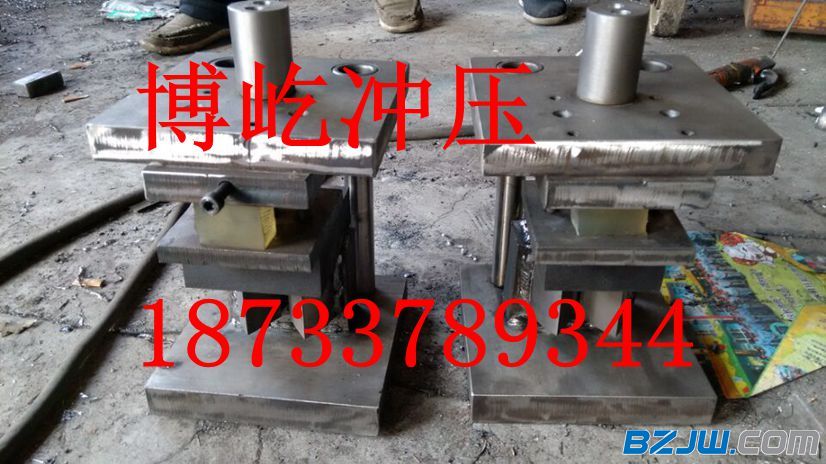


冲床压力机加工表面质量
模具工作零件加上表面质量的优劣对于模具的耐磨性、抗断裂能力及抗粘着能力等有着十分紧密亲密的关系,直接影响模具的使用寿命。尤其是表面粗拙度值对模具寿命影响很大,若表面粗拙度值过大,在工作时会产生应力集中现象,并在其峰、谷间轻易产生裂纹,影响冲模的耐费用,还会影响工件表面的耐蚀性,直接影响冲模的使用寿命和精度,为此,应留意以下事项:
①采用磨削、研磨和抛光等精加工和精细加工,获得较小的表面粗拙度值,进步模具使用寿命。
②冲床压力机加工过程中应防止模具工作零件表面留有刀痕.夹层、裂纹、撞击伤痕等宏观缺陷。这些缺陷的存在会引起应力集中,成为断裂的根源,造成模具早期失效;
③ 冲床模具工作零件加工过程中必需防止磨削烧伤零件表面现象,应严格控制磨削工艺前提和工艺方法(如砂轮硬度、粒度、冷却液、进给量等参数);
通常冲床模具是由二类零件组成:
一类是工艺零件,这类零件直接参与工艺过程的完成并和坯料有直接接触,包括有工作零件、定位零件、卸料与压料零件等;
一类是结构零件,这类零件不直接参与完成工艺过程,也不和坯料有直接接触,只对模具完成工艺过程起保证作用,或对模具功能起完善作用,包括有导向零件、紧固零件、标准件及其它零件等,如表1.1.3所示。应该指出,不是所有的冲模都必须具备上述六种零件,尤其是单工序模,但是工作零件和必要的固定零件等是不可缺少的。
根据工艺性质分类
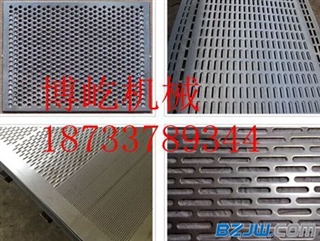
(1)冲裁模 沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
(2)弯曲模 使板料毛坯或其他坯料沿著直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
(3)拉深模 是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
(4)成形模 是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
冲床模具的使用寿命除了取决于合理的模具结构高的制造精度良好的热处理效果以及正确地选用冲床、冲床的模具安装精度等因素外模具的正确使用、保养和维护也是不可忽视的环节对此应注意以下几点:
1)模具安装使用前应严格检查清除脏物检查模具的导向套和模具是否润滑良好。
2)定期对冲床的转盘及模具安装底座进行检查确保上下转盘的同轴精度。
3)按照模具的安装程序将凸凹模在转盘上安装好保证凸凹模具的方向一致特别是具有方向要求的模具更要用心防止装错、装反。
4)模具安装完后应检查模具安装底座各紧固螺钉是否锁紧无误。
5)冲床模具的凸模和凹模刃口磨损时应停止使用及时刃磨否则会迅速扩大模具刃口的磨损程度加速模具磨损降低冲件质量和模具寿命。
6)对于批量生产所使用的通用模具应有备份以便轮换生产保证生产所需。
7)冲压人员安装模具应使用较软的金属制成操作工具防止安装过程中敲、砸时损坏模具。
8)模具运送过程中要轻拿轻放决不允许乱扔乱碰以免损坏模具的刃口和导向。
9)模具使用后应及时放回指定位置并作涂油防锈处理。
10)保证模具的使用寿命还应定期对模具的弹簧进行更换防止弹簧疲劳损坏影响模具使用。35吨冲床通过冲床和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,得到的工件就是冲压件。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。



内容申明:中华标准件网为互联网信息服务提供者,中华标准件网 (含网站、客户端等)所展示的商品的标题、价格、 详情等信息内容系由商家发布,其真实性、准确性和合法性均由商家负责。中华标准件网 提醒您购买商品前注意谨慎核实,如您对商品的标题、价格、详情等任何信息有任何疑问的 ,请在购买前与商家沟通确认;如您发现商铺内有任何违法/侵权信息,请立即向中华标准件网举报并提供有效线索。